- Экономический раздел
- Исходные данные для расчета
Наименование детали |
Плита |
Масса детали |
0,85 кг |
Масса заготовки |
1,58 кг |
Материал |
Сталь 45 ГОСТ 1050-2013 |
Цена материала (Цмат) |
48 руб./кг |
Тип производства |
среднесерийный |
Плановый период |
2019 год |
Программа выпуска |
3000 шт. |
Таблица 13 – Проектируемый технологический процесс
Номер операции |
Наименование операции |
Модель станка |
Приспособление |
Инструмент |
Норма времени tшт., мин |
Разряд работ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
Контрольная |
Стол контрольный |
- |
Штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
1,95 |
4 |
010 |
Термическая |
Газовая печь |
- |
- |
6,92 |
4 |
015 |
Фрезерная |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
Фреза концевая с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б Штангенциркуль ШЦ II-250-0,5 ГОСТ 166-89 |
3,19 |
4 |
020 |
Фрезерная |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
Фреза концевая с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б; штангенциркуль ШЦ II-250-0,5 ГОСТ 166-89 |
3,26 |
4 |
025 |
Фрезерная |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
Фреза торцовая диаметром D = 160 мм, праворежущая с механическим креплением 5-гранных пластин из твердого сплава ВК8, исполнения С, с числом зубьев z = 10 ГОСТ 26595-85; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
2,56 |
4 |
030 |
Слесарная |
Верстак слесарный |
- |
- |
2,48 |
3 |
035 |
Фрезерная |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
Фреза торцовая диаметром D = 160 мм, праворежущая с механическим креплением 5-гранных пластин из твердого сплава ВК8, исполнения С, с числом зубьев z = 10 ГОСТ 26595-85; фреза концевая из твердого сплава ВК6 с коническим хвостовиком |
||
Продолжение таблицы 13 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
диаметром d = 25 мм, тип 1, праворежущая, исполнение Б ГОСТ 17026-71; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
3,27 |
4 |
||||
040 |
Слесарная |
Верстак слесарный |
- |
- |
1,87 |
3 |
045 |
Фрезерная с ЧПУ |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
фреза концевая из твердого сплава ВК6 с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б ГОСТ 17026-71; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
11,82 |
4 |
050 |
Слесарная |
Верстак слесарный |
- |
- |
2,07 |
3 |
055 |
Сверлильная с ЧПУ |
DECKEL MAHO DMU 50 |
Станочное приспособление с пневмо-приводом |
Сверло нормальной точности диаметром d = 4,2 мм, из быстрорежущей стали Р18 с цилиндрическим хвостовиком, класса точности В1 ГОСТ 10902-77; сверло нормальной точности диаметром d = 15,5 мм с нормальным хвостовиком из быстрорежущей стали Р18, класса точности В1, конус Морзе 2 ГОСТ 10903-77; сверло нормальной точности диаметром d = 12,5 мм с нормальным хвостовиком из быстрорежущей стали Р18, класс точности В1, конус Морзе 1 ГОСТ 10903-77;сверло нормальной точности диаметром d = 13,5 мм с нормальным хвостовиком, из быстрорежущей стали Р18, класс точности В1, конус Морзе 1 ГОСТ 10903-77; метчик с проходным хвостовиком для метрической резьбы с номинальным диаметром d = 5 мм, шагом P = 0,8 мм, длиной L = 58 мм, из материала У8, 2 класс точности исполнение 1, ГОСТ 3266-81; развертка цилиндрическая машинная диаметром D = 13 мм, для обработки отверстия с полем допуска по Н7, исполнение 1 ГОСТ 7722-77; |
15,5 |
4 |
Продолжение таблицы 13 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
развертка цилиндрическая машинная диаметром D = 14 мм, для обработки отверстия с полем по допуска Н7, исполнение 1, ГОСТ 7722-77; развертка цилиндрическая машинная диаметром D = 16 мм, для обработки отверстия с полем допуска по Н7, исполнение 1 ГОСТ 7722-77; калибр-пробка двусторонняя с диаметром Dном = 13 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 14 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 16 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; пробка двусторонняя для контроля резьбового отверстия с правой резьбой М5х0,8 с полем допуска 7Н ГОСТ 17758-72 |
||||||
060 |
Слесарная |
Верстак слесарный |
- |
- |
1,88 |
3 |
065 |
Шлифовальная |
3Д711АФ |
Магнит-ный стол |
Круг шлифовальный тип 5, наружный диаметр D = 100 мм, высота H = 40 мм, диаметр посадочного отверстия T = 16 мм, зеленый карбид кремния марки 64С, зернистость 8-П, степень твердости С1, номер структуры 4, на керамической связке К4 рабочая скорость 30 м/с, 1 класс неуравношенности ГОСТ 2424-88 |
5,7 |
4 |
070 |
Шлифовальная |
3Д711АФ |
Магнит-ный стол |
Круг шлифовальный тип 5, наружный диаметр D = 100 мм, высота H = 40 мм, диаметр посадочного отверстия T = 16 мм, зеленый карбид кремния марки 64С, зернистость 8-П, степень твердости С1, номер структуры 4, на керамической связке К4 рабочая скорость 30 м/с, 1 класс неуравношенности ГОСТ 2424-88 |
4,32 |
4 |
075 |
Контрольная |
Стол контрольный |
- |
Штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89; |
1,95 |
4 |
Продолжение таблицы 13 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
калибр-пробка двусторонняя с диаметром Dном = 13 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 14 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 16 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; пробка двусторонняя для контроля резьбового отверстия с правой резьбой М5х0,8 с полем допуска 7Н ГОСТ 17758-72. |
||||||
- Расчет трудоемкости по операциям
Расчет трудоемкости по операциям выполняется по формуле:
Т = ![]() , шт·час (31)
, шт·час (31)
где N – программа выпуска (N = 3000 шт);
tшт – время необходимое для изготовления одной детали мин;
Для проектируемого варианта техпроцесса:
Т005 = ![]() ;
;
Т010 = ![]() ;
;
Т015 = ![]() ;
;
Т020 = ![]() ;
;
Т025 = ![]() ;
;
Т030 = ![]() ;
;
Т035 = ![]() ;
;
Т040 = ![]() ;
;
Т045 = ![]() ;
;
Т050 = ![]() ;
;
Т055 = ![]() ;
;
Т060 = ![]() ;
;
Т065 = ![]() ;
;
Т070 = ![]() ;
;
Т075 = ![]() .
.
- Расчет годового объема выпуска деталей по проектируемому тех процессу
Расчет годового выпуска деталей определяется по формулам
В = ![]() , шт, (31)
, шт, (31)
где Fд – действительный годовой фонд времени работы единицы оборудования, ч;
Кз – коэффициент занятости оборудования (принимаем Кз = 0,8);
Тшт.ср – среднее штучное время на изготовление детали в данном техпроцессе;
а – коэффициент допустимых потерь (принимаем а = 0,08).
Тшт.ср = ![]() , мин (32)
, мин (32)
где n – количество операций в техпроцессе;
Fд = Fн·Кст, час (33)
где Fн – нормативный фонд рабочего времени ч;
Кст – коэффициент полезного использования оборудования;
Кст = 1 - ![]() , (34)
, (34)
где b – планируемый процент времени для ремонта оборудования (b = 3% );
Fн = (Дк – (Дв + Дпразд))·Fсм·См, час (35),
где Дк – количество дней в году;
Дв – количество выходных дней в году;
Fсм – продолжительность рабочей смены;
См – число смен (См = 1), умноженное на фактический коэффициент загрузки оборудования (0,8).
Таблица 14 – Показатели времени за 2019 год
Показатели |
2019 год |
|
Календарный фонд времени |
Дк |
365 |
Количество нерабочих дней, всего |
Дв+Дпрзд |
118 |
в том числе выходные |
Дв |
104 |
в том числе праздников |
Дразд |
14 |
Средняя продолжительность рабочего дня |
Fсм |
8 |
Коэффициент полезного использования оборудования |
Кст |
0,97 |
Нормативный фонд рабочего времени |
Fн |
1580,8 |
Действительный годовой фонд времени работы единицы оборудования |
Fд |
1533,4 |
Нормативный фонд рабочего времени по формуле (35):
![]() = 1580,8 час
= 1580,8 час
Коэффициент полезного использования оборудования (34):
![]() = 0,97
= 0,97
Действительный годовой фонд времени работы единицы оборудования (33):
![]() = 1533,4 час
= 1533,4 час
Расчет годового выпуска деталей по проектируемому техпроцессу
Среднее штучное время на изготовление детали по проектируемому тех процессу (32):
Тшт.ср. = ![]()
Годовой выпуск деталей по формуле (31) :
![]()
- Расчет необходимого (потребного) количества оборудования по операциям
Расчет необходимого оборудования производится по формуле:
![]() , шт. (36)
, шт. (36)
где Ср – расчетное количество оборудование;
Квн – коэффициент выполнение нормы (Квн = 1.1);
В-
Fд-
Тшт -
Расчет потребного количества оборудования для проектируемого варианта:
![]() = 0,398;
= 0,398;
![]() = 1,41;
= 1,41;
![]() = 0,651;
= 0,651;
![]() = 0,665;
= 0,665;
![]() = 0,522;
= 0,522;
![]() = 0,506;
= 0,506;
![]() = 0,668;
= 0,668;
![]() = 0,382;
= 0,382;
![]() = 2,41;
= 2,41;
![]() = 0,42;
= 0,42;
![]() = 3,16;
= 3,16;
![]() = 0,384;
= 0,384;
![]() = 1,164;
= 1,164;
![]() = 0,882;
= 0,882;
![]() = 0,398.
= 0,398.
Принятое количество оборудования Спр находится округлением расчетного Ср до целого числа в большую сторону.
Определив расчетное и принятое количество оборудования, находим коэффициент загрузки Кзаг по формуле(37):
![]() (37)
(37)
Определяем среднее значение Кзаг по формуле (38):
![]() (38)
(38)
Для проектируемого варианта:
![]() = 0,61
= 0,61
По полученным данным строим график зависимости Спр – принятого количества оборудования от Кзаг – коэффициента загрузки для проектного варианта (рисунок 15).
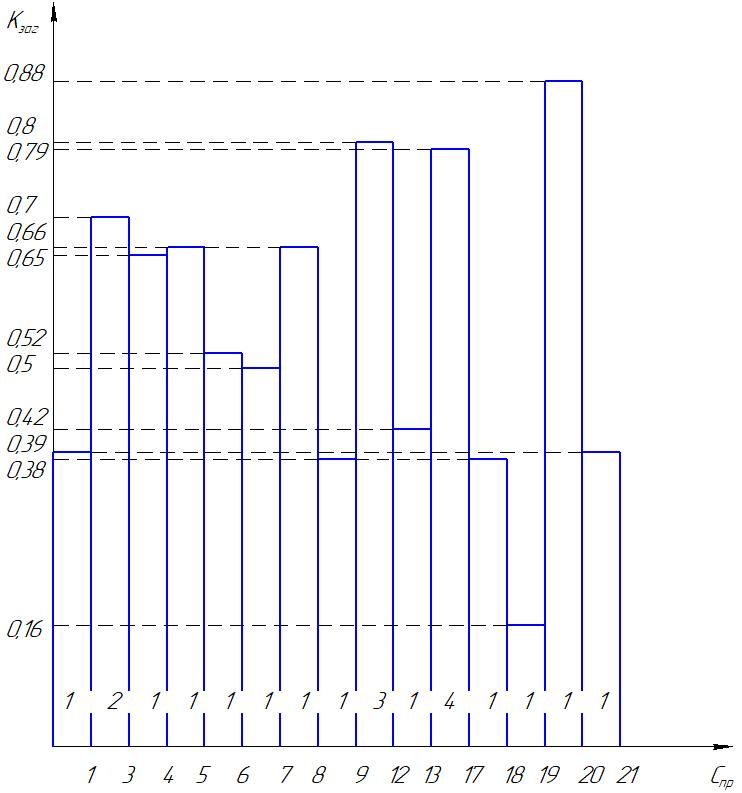
Рисунок 15 – График зависимости принятого количества оборудования (Спр) от коэффициента загрузки для проектного варианта (Кзаг).
Все ранее полученные данные, т.е. tшт, Ср, Спр, Кзаг по операциям для каждого варианта технологического процесса занесем в таблицу 14.
Таблица 14 – Расчетное количество станков по операциям и tшт
Номер операции |
Название операции |
Количество оборудования расчетное Ср |
Количество оборудования принятое Спр |
Кзаг |
Tшт, мин |
005 |
Контрольная |
0,39 |
1 |
0,39 |
1,95 |
010 |
Термическая |
1,41 |
2 |
0,7 |
6,92 |
015 |
Фрезерная |
0,65 |
1 |
0,65 |
3,19 |
020 |
Фрезерная |
0,66 |
1 |
0,66 |
3,26 |
025 |
Фрезерная |
0,52 |
1 |
0,52 |
2,56 |
030 |
Слесарная |
0,5 |
1 |
0,5 |
2,48 |
035 |
Фрезерная |
0,66 |
1 |
0,66 |
3,27 |
040 |
Слесарная |
0,38 |
1 |
0,38 |
1,87 |
045 |
Фрезерная с ЧПУ |
2,41 |
3 |
0,8 |
11,82 |
050 |
Слесарная |
0,42 |
1 |
0,42 |
2,07 |
055 |
Сверлильная с ЧПУ |
3,16 |
4 |
0,79 |
15,5 |
060 |
Слесарная |
0,38 |
1 |
0,38 |
1,88 |
065 |
Шлифовальная |
0,16 |
1 |
0,16 |
5,7 |
070 |
Шлифовальная |
0,88 |
1 |
0,88 |
4,32 |
075 |
Контрольная |
0,39 |
1 |
0,39 |
1,95 |
ИТОГО |
Ср = 12,96 |
Спр = 21 |
Кзаг.ср. = 0,61 |
||
- Расчет промышленно-производственного персонала
Показатели времени для расчета сведены в таблицу 15.
Табл…………………..
Показатели |
2019 год |
||
Календарный фонд времени |
дни |
Дк |
365 |
Количество нерабочих дней, всего |
дни |
Дв+Дпрзд |
118 |
в том числе выходные |
дни |
Дв |
104 |
в том числе праздников |
дни |
Дразд |
14 |
Номинальный фонд рабочего времени Fр.ном= Дк-( Дв+Дпрзд) |
дни |
Fсм |
247 |
Плановые неявки на работу 13% от Fр.ном. |
дни |
32 |
|
Полезный фонд рабочего времени Fр.пол.= Fр.ном.- 0.13·Fр.ном. |
дни |
Fр.пол.д |
215 |
Средняя продолжительность рабочего дня |
час |
Fсм |
8 |
Потери рабочего времени за день |
час |
5% |
0,4 |
Фактическая продолжительность рабочего дня |
час |
7,6 |
|
Номинальный фонд рабочего времени |
час |
Fр.ном. |
1580,8 |
Полезный фонд рабочего времени |
час |
Fр.пол. |
1501,8 |
Численность производственных рабочих Rp по операциям определяется по формуле (39).
![]() , чел (39)
, чел (39)
где Квн – средний коэффициент нормы выработки на участке (Квн = 1.1 ).
Расчет численности производственных рабочих для проектируемого варианта
![]() = 0,4 чел;
= 0,4 чел;
![]() = 1,44 чел;
= 1,44 чел;
![]() = 0,66 чел;
= 0,66 чел;
![]() = 0,68 чел;
= 0,68 чел;
![]() = 0,53 чел;
= 0,53 чел;
![]() = 0,52 чел;
= 0,52 чел;
![]() = 0,68 чел;
= 0,68 чел;
![]() = 0,39 чел;
= 0,39 чел;
![]() = 2,47 чел;
= 2,47 чел;
![]() = 0,43 чел;
= 0,43 чел;
![]() = 3,24 чел;
= 3,24 чел;
![]() = 0,39 чел;
= 0,39 чел;
![]() = 1,19 чел;
= 1,19 чел;
![]() = 0,9 чел;
= 0,9 чел;
![]() = 0,4 чел.
= 0,4 чел.
Определяем Rпр – принятое количество рабочих округлением Rр до большего целого числа и полученные данные заносим в таблицу 16.
Таблица 16 – Определение количества персонала.
№ опер. |
Годовая программа выпуска N, шт. |
Норма времени tшт |
Полезный фонд рабочего времени Fр.пол ,час. |
Средний коэффициент нормы выработки Квн |
Расчетное кол-во рабочих Rp , чел. |
Принятое кол-во рабочих Rпр , чел. |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
3000 |
1,95 |
1501,8 |
1.1 |
0,4 |
1 |
010 |
6,92 |
1,44 |
2 |
|||
015 |
3,19 |
0,66 |
1 |
|||
020 |
3,26 |
0,68 |
1 |
|||
025 |
2,56 |
0,53 |
1 |
|||
030 |
2,48 |
0,52 |
1 |
|||
035 |
3,27 |
0,68 |
1 |
|||
Продолжение таблицы 16 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
040 |
1,87 |
0,39 |
1 |
|||
045 |
11,82 |
2,47 |
3 |
|||
050 |
2,07 |
0,43 |
1 |
|||
055 |
15,5 |
3,24 |
4 |
|||
060 |
1,88 |
0,39 |
1 |
|||
065 |
5,7 |
1,19 |
2 |
|||
070 |
4,32 |
0,9 |
1 |
|||
075 |
1,96 |
0,4 |
1 |
|||
Итого |
12,96 |
22 |
||||
- Расчет производственной площади
Производственной площадью является площадь, на которой расположено оборудование и рабочие места, необходимые для изготовления деталей в соответствии с заданной программой выпуска.
Общая расчетная площадь Sо каждого типа оборудования определяется по формуле (40).
Sо = Cпр · Sуд · Кд м2, (40)
где Sуд – удельная площадь на единицу оборудования или площадь одного рабочего места, м2/шт.;
Кд – коэффициент, учитывающий дополнительную площадь на единицу оборудования.
Спр -
В расчетах будем пользоваться следующими значениями:
Sуд = 15 м2/шт.
Кд = 2
Производим расчет для проектируемого варианта технологического процесса по операциям:
- операция 005: Sо = 1·15·2 = 30 м2;
- операция 010: Sо = 2·15·2 = 60 м2;
- операция 015: Sо = 1·15·2 = 30 м2;
- операция 020: Sо = 1·15·2 = 30 м2;
- операция 025: Sо = 1·15·2 = 30 м2;
- операция 030: Sо = 1·15·2 = 30 м2;
- операция 035: Sо = 1·15·2 = 30 м2;
- операция 040: Sо = 1·15·2 = 30 м2;
- операция 045: Sо = 3·15·2 = 90 м2;
- операция 050: Sо = 1·15·2 = 30 м2;
- операция 055: Sо = 4·15·2 = 120 м2;
- операция 060: Sо = 1·15·2 = 30 м2;
- операция 065: Sо = 2·15·2 = 60 м2;
- операция 070: Sо = 1·15·2 = 30 м2;
- операция 075: Sо = 1·15·2 = 30 м2.
Полученные результаты занесем в таблицу 17.
Таблица 17 – Сводные данные по производственной площади.
№ опер. |
Модель станка |
Норма времени, tШТ |
Принятое количество станков Rпр ,шт. |
Удельная площадь Sуд ,м2 |
Коэф. на дополнит. площадь Кд |
Общая потребная площадь Sо , м2 |
005 |
Стол контрольный |
1,95 |
1 |
15 |
2 |
30 |
010 |
Термическая печь |
6,92 |
2 |
15 |
2 |
60 |
015 |
Фрезерный Deckel Maho dmu50 |
3,19 |
1 |
15 |
2 |
30 |
020 |
Фрезерный Deckel Maho dmu50 |
3,26 |
1 |
15 |
2 |
30 |
025 |
Фрезерный Deckel Maho dmu50 |
2,56 |
1 |
15 |
2 |
30 |
030 |
Верстак слесарный |
2,48 |
1 |
15 |
2 |
30 |
035 |
Фрезерный Deckel Maho dmu50 |
3,27 |
1 |
15 |
2 |
30 |
040 |
Верстак слесарный |
1,87 |
1 |
15 |
2 |
30 |
045 |
Фрезерный Deckel Maho dmu50 |
11,82 |
3 |
15 |
2 |
90 |
050 |
Верстак слесарный |
2,07 |
1 |
15 |
2 |
30 |
055 |
Фрезерный Deckel Maho dmu50 |
15,5 |
4 |
15 |
2 |
120 |
060 |
Верстак слесарный |
1,88 |
1 |
15 |
2 |
30 |
065 |
Шлифовальный 3Д711АФ |
5,7 |
2 |
15 |
2 |
60 |
070 |
Шлифовальный 3Д711АФ |
4,32 |
1 |
15 |
2 |
30 |
075 |
Стол контрольный |
1,95 |
1 |
15 |
2 |
30 |
ИТОГО |
25,94 |
22 |
225 |
Sо= 660 |
- Расчет капитальных вложений
В состав капитальных вложений входят:
1) затраты на приобретение нового оборудования с учетом его доставки и монтажа;
2) затраты на амортизацию действующего оборудования;
3) затраты на реконструкцию или строительство зданий, сооружений;
4) затраты на новую технологическую оснастку или модернизацию применяемой;
5) восстановительная стоимость действующего оборудования, которое подлежит ликвидации
Кзан – коэффициент занятости производственной площади ( Кзан = 1 )
Расчет капитальных вложений в технологическое оборудование по вариантам технологического процесса.
Таблица 18 – Расчет капитальных вложений
№ опер. |
Модель станка |
Принятое кол-во станков Спр , шт. |
Цена станка руб./шт. |
Коэффициент занятости Кзан |
Стоимость оборудования руб. |
005 |
Стол контрольный |
1 |
40000 |
1 |
40000 |
010 |
Термическая печь |
2 |
120000 |
1 |
240000 |
015 |
Фрезерный Deckel Maho dmu50 |
1 |
1500000 |
1 |
1500000 |
020 |
Фрезерный Deckel Maho dmu50 |
1 |
1500000 |
1 |
1500000 |
025 |
Фрезерный Deckel Maho dmu50 |
1 |
1500000 |
1 |
1500000 |
030 |
Верстак слесарный |
1 |
38000 |
1 |
38000 |
035 |
Фрезерный Deckel Maho dmu50 |
1 |
1500000 |
1 |
1500000 |
040 |
Верстак слесарный |
1 |
38000 |
1 |
38000 |
045 |
Фрезерный Deckel Maho dmu50 |
3 |
1500000 |
1 |
4500000 |
050 |
Верстак слесарный |
1 |
38000 |
1 |
38000 |
055 |
Фрезерный Deckel Maho dmu50 |
4 |
1500000 |
1 |
6000000 |
060 |
Верстак слесарный |
1 |
38000 |
1 |
38000 |
065 |
Шлифовальный 3Д711АФ |
2 |
850000 |
1 |
1700000 |
070 |
Шлифовальный 3Д711АФ |
1 |
850000 |
1 |
850000 |
075 |
Стол контрольный |
1 |
40000 |
1 |
40000 |
ИТОГО |
22 |
- |
- |
19522000 |
Расчет капитальных вложений в производственные здания производится по формуле(41)
Кзд = Sо · h ·Цзд · Кзан , руб. (41)
где Sо – расчетная площадь для оборудования;
Цзд – стоимость одного м3 производственного здания ( Цзд = 2000 руб./м3);
h – высота цеха (h = 7 м)
Расчет капитальных вложений в производственные здания для проектируемого варианта технологического процесса:
- операция 005: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 010: Кзд = 60·7·2000·1 = 840000 руб.;
- операция 015: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 020: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 025: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 030: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 035: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 040: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 045: Кзд = 90·7·2000·1 = 1260000 руб.;
- операция 050: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 055: Кзд = 120·7·2000·1 = 1680000 руб.;
- операция 060: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 065: Кзд = 60·7·2000·1 = 840000 руб.;
- операция 070: Кзд = 30·7·2000·1 = 420000 руб.;
- операция 075: Кзд = 30·7·2000·1 = 420000 руб..
Результаты расчетов занесем в таблицу 19.
Таблица 19 – Расчет капитальных вложений в производственные здания
№ опер. |
Общая расчетная площадь Sо м2 |
Высота цеха h м |
Цена здания руб./м3 |
Коэффициент занятости Кзан |
Сумма капиталовложений руб. Кзд |
005 |
30 |
7 |
2000 |
1 |
420000 |
010 |
60 |
1 |
840000 |
||
015 |
30 |
1 |
420000 |
||
020 |
30 |
1 |
420000 |
||
025 |
30 |
1 |
420000 |
||
030 |
30 |
1 |
420000 |
||
035 |
30 |
1 |
420000 |
||
040 |
30 |
1 |
420000 |
||
045 |
90 |
1 |
1260000 |
||
050 |
30 |
1 |
420000 |
||
055 |
120 |
1 |
1680000 |
||
060 |
30 |
1 |
420000 |
||
065 |
60 |
1 |
840000 |
||
070 |
30 |
1 |
420000 |
||
075 |
30 |
1 |
420000 |
||
ИТОГО |
210 |
- |
- |
- |
9240000 |
- Расчет капитальных вложений в технологическую оснастку
Примем сумму затрат на технологическую оснастку как 10% от капитальных вложений в технологическое оборудование.
Составим сводную таблицу 20.
Таблица 20 – Расчет капитальных затрат в оснастку
№ опер. |
Наименование приспособления или инструмента |
Сумма кап. вложений, руб. |
1 |
2 |
3 |
005 |
Штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
10000 |
010 |
Тара для транспортировки |
12000 |
015 |
Фреза концевая с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б; штангенциркуль ШЦ II-250-0,5 ГОСТ 166-89 |
23000 |
020 |
Фреза концевая с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б; штангенциркуль ШЦ II-250-0,5 ГОСТ 166-89 |
23000 |
025 |
Фреза торцовая диаметром D = 160 мм, праворежущая с механическим креплением 5-гранных пластин из твердого сплава ВК8, исполнения С, с числом зубьев z = 10 ГОСТ 26595-85; фреза концевая из твердого сплава ВК6 с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б ГОСТ 17026-71; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
30000 |
030 |
Фреза концевая из твердого сплава ВК6 с коническим хвостовиком диаметром d = 25 мм, тип 1, праворежущая, исполнение Б ГОСТ 17026-71; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89 |
17000 |
055 |
Сверло нормальной точности диаметром d = 4,2 мм, из быстрорежущей стали Р18 с цилиндрическим хвостовиком, класса точности В1 ГОСТ 10902-77; сверло нормальной точности диаметром d = 15,5 мм с нормальным хвостовиком из быстрорежущей стали Р18, класса точности В1, конус Морзе 2 ГОСТ 10903-77; сверло нормальной точности диаметром d = 12,5 мм с нормальным хвостовиком из быстрорежущей стали Р18, класс точности В1, конус Морзе 1 ГОСТ 10903-77; сверло нормальной точности диаметром d = 13,5 мм с нормальным хвостовиком, из быстрорежущей стали Р18, класс точности В1, конус Морзе 1 ГОСТ 10903-77; метчик с проходным хвостовиком для метрической резьбы с номинальным диаметром d = 5 мм, шагом P = 0,8 мм, длиной L = 58 мм, из материала У8, 2 класс точности исполнение 1, ГОСТ 3266-81; развертка цилиндрическая машинная диаметром D = 13 мм, для обработки отверстия с полем допуска по Н7, исполнение 1 ГОСТ 7722-77; развертка цилиндрическая машинная диаметром D = 14 мм, для обработки отверстия с полем по допуска Н7, исполнение 1, ГОСТ 7722-77; развертка цилиндрическая машинная диаметром D = 16 мм, для обработки отверстия с полем |
80000 |
Продолжение таблицы 20 |
||
1 |
2 |
3 |
допуска по Н7, исполнение 1 ГОСТ 7722-77; калибр-пробка двусторонняя с диаметром Dном = 13 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 14 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 16 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; пробка двусторонняя для контроля резьбового отверстия с правой резьбой М5х0,8 с полем допуска 7Н ГОСТ 17758-72 |
||
065 |
Круг шлифовальный тип 5, наружный диаметр D = 100 мм, высота H = 40 мм, диаметр посадочного отверстия T = 16 мм, зеленый карбид кремния марки 64С, зернистость 8-П, степень твердости С1, номер структуры 4, на керамической связке К4 рабочая скорость 30 м/с, 1 класс неуравношенности ГОСТ 2424-88 |
8500 |
070 |
Круг шлифовальный тип 5, наружный диаметр D = 100 мм, высота H = 40 мм, диаметр посадочного отверстия T = 16 мм, зеленый карбид кремния марки 64С, зернистость 8-П, степень твердости С1, номер структуры 4, на керамической связке К4 рабочая скорость 30 м/с, 1 класс неуравношенности ГОСТ 2424-88 |
8500 |
075 |
Штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89; калибр-пробка двусторонняя с диаметром Dном = 13 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 14 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; калибр-пробка двусторонняя с диаметром Dном = 16 мм для контроля отверстия с полем допуска по Н7 ГОСТ 16780-93; пробка двусторонняя для контроля резьбового отверстия с правой резьбой М5х0,8 с полем допуска 7Н ГОСТ 17758-72. |
28000 |
ИТОГО |
240000 |
|
Составим сводную таблицу капитальных вложений Таблица 21.
Таблица 21 – Капитальные вложения
Элементы капитальных вложений |
Сумма капитальных вложений, руб. |
Проектируемый вариант |
|
В технологическое оборудование |
19522000 |
В производственные здания |
9240000 |
В технологическую оснастку |
240000 |
ИТОГО |
Кп = 29002000 |
- Расчет себестоимости по статьям калькуляции единицы продукции
3.9.1. Статья 1 «Сырье и материалы»
Стоимость сырья и материалов на 1 деталь находится по формуле:
М1 = Цмат·Z – Цотх·Zо, руб./шт., (42)
Где М1 -
Цмат – цена материала заготовки (Цмат = 58 руб./кг);
Z – масса заготовки, кг;
Цотх – цена единицы массы отходов (Цотх = 8 руб./кг);
Zо – масса отходов, кг;
По формуле (42) получаем:
М1 = 58·1,58 –8·0,73 = 85,8 руб./шт.
3.9.2. Статья 2 «Покупные изделия и полуфабрикаты»
Принимаем расходы на покупные изделия и полуфабрикаты как 10% от стоимости основного сырья и материалов (43)
М2 = 0,1·М1, руб., (43)
М2 = 0,1·85,8 = 8,58 руб.
3.9.3 Статья 3 «Основная и дополнительная заработная плата производственных рабочих»
Фонд оплаты труда производственных рабочих (ФОТ) включает в себя основную и дополнительную заработную плату.
Основная заработная плата рабочих рассчитывается по отдельным операциям и по следующей формуле:
![]() , руб. (44)
, руб. (44)
где Р – сдельная расценка, руб.;
Cч – часовая тарифная ставка, руб
tшт -
Тарифные коэффициенты указаны в таблице 22.
Принимаем часовую тарифную ставку 1-го разряда Сч = 173 руб./час
Таким образом, для:
2-го разряда Сч = 173·1,3 = 224,9 руб./час
4-го разряда Сч = 173·1.91 = 330,43 руб./час
Таблица 22 - Справочная таблица тарифных коэффициентов
Разряд |
Тарифный коэффициент |
Разряд |
Тарифный коэффициент |
1 |
1 |
10 |
3.99 |
2 |
1.3 |
11 |
4.51 |
3 |
1.69 |
12 |
5.1 |
4 |
1.91 |
13 |
5.76 |
5 |
2.16 |
14 |
6.51 |
6 |
2.44 |
15 |
7.36 |
7 |
2.76 |
16 |
8.17 |
8 |
3.12 |
17 |
9.07 |
9 |
3.52 |
18 |
10.07 |
Произведем расчет основной заработной платы производственных рабочих для технологического процесса.
- операция 005: ![]() = 10,73 руб.;
= 10,73 руб.;
- операция 010: ![]() = 38,1 руб.;
= 38,1 руб.;
- операция 015: ![]() = 17,56 руб.;
= 17,56 руб.;
- операция 020: ![]() = 17,95 руб.;
= 17,95 руб.;
- операция 025: ![]() = 14,09 руб.;
= 14,09 руб.;
- операция 030: ![]() = 12,08 руб.;
= 12,08 руб.;
- операция 035: ![]() = 18 руб.;
= 18 руб.;
- операция 040: ![]() = 9,11 руб.;
= 9,11 руб.;
- операция 045: ![]() = 65,09 руб.;
= 65,09 руб.;
- операция 050: ![]() = 10,08 руб.;
= 10,08 руб.;
- операция 055: ![]() = 85,36 руб.;
= 85,36 руб.;
- операция 060: ![]() = 9,16 руб.;
= 9,16 руб.;
- операция 065: ![]() = 31,39 руб.;
= 31,39 руб.;
- операция 070: ![]() = 23,79 руб.;
= 23,79 руб.;
- операция 075: ![]() = 10,73 руб.
= 10,73 руб.
Составим сводную таблицу 23
Таблица 23 – Основной фонд оплаты производственных рабочих
№ опер. |
Наименование работ |
Разряд работ |
Норма времени. tШТ |
Часовая тарифная ставка Сч, руб./час |
Сдельная расценка Р, руб./шт. |
005 |
Контрольная |
4 |
1,95 |
330,43 |
10,73 |
010 |
Термическая |
4 |
6,92 |
330,43 |
38,1 |
015 |
Фрезерная |
4 |
3,19 |
330,43 |
17,56 |
020 |
Фрезерная |
4 |
3,26 |
330,43 |
17,95 |
025 |
Фрезерная |
4 |
2,56 |
330,43 |
14,09 |
030 |
Слесарная |
3 |
2,48 |
292,37 |
12,08 |
035 |
Фрезерная |
4 |
3,27 |
330,43 |
18 |
040 |
Слесарная |
3 |
1,87 |
292,37 |
9,11 |
045 |
Фрезерная |
4 |
11,82 |
330,43 |
65,09 |
050 |
Слесарная |
3 |
2,07 |
292,37 |
10,08 |
055 |
Сверлильная |
4 |
15,5 |
330,43 |
85,36 |
060 |
Слесарная |
3 |
1,88 |
292,37 |
9,16 |
065 |
Шлифовальная |
4 |
5,7 |
330,43 |
31,39 |
070 |
Шлифовальная |
4 |
4,32 |
330,43 |
23,79 |
075 |
Контрольная |
4 |
1,95 |
330,43 |
10,73 |
ИТОГО |
- |
- |
- |
- |
Р = 373,22 |
Дополнительный фонд заработной платы производственных рабочих принимаем как 15% от суммы основной заработной платы и представляем в виде таблицы 24 .
Таблица 24 - Дополнительный фонд заработной платы производственных рабочих
Виды зарплаты производственных рабочих |
Проектируемый вариант, руб. |
Фонд основной заработной платы |
Р = 373,22 |
Фонд дополн. заработной платы |
0,15·Р = 55,98 |
ИТОГО: фонд оплаты труда (ФОТ) |
ФОТ = 429,2 |
3.9.4. Статья 4 « Отчисления на социальные нужды»
Отчисления на социальные нужды составляют в сумме 34% от фонда оплаты труда таблица 25.
Таблица 25 - Отчисления на социальные нужды
Отчисления на социальные нужды |
% от ФОТ |
Проектируемый вариант, руб. |
Пенсионный фонд РФ |
26 |
111,59 |
Фонд социального страхования РФ |
2,9 |
12,44 |
Фонд медицинского страхования |
5,1 |
21,88 |
ИТОГО в Федеральный бюджет РФ |
34% |
ОС = 145,91 |
3.9.5 Статья 5 «Расходы на содержание и эксплуатацию оборудования»
Включаются затраты на содержание, амортизацию, текущий ремонт оборудования.
Принимаем затраты по статье как 150 % от ФОТ.
РО = 1,5·429,2 = 643,8 руб.
3.9.4 Статья 6 «Цеховые расходы»
Учитываются затраты на содержание и ремонт цехового транспорта, инструментов и приспособлений.
Принимаем затраты по статье как 50% от ФОТ.
ЦР = 0,5·429,2 = 214,6 руб.
3.9.5 Статья 7 «Общезаводские расходы»
Сюда включаются затраты на организацию производственного процесса в целом, офисные расходы, охрана предприятия. Принимаем затраты по статье как 70% от ФОТ.
ЗР = 0,7·429,2 = 300,44 руб.
3.9.6 Статья 8 «Внепроизводственные расходы»
Они включают в себя расходы на хранение, сортировку, рекламу готовой продукции.
Принимаем затраты по статье как 15% от ФОТ.
ВР = 0,15·429,2 = 64,38 руб.
Все полученные в данном разделе показатели занесем в таблицу 26.
Таблица 26 - Себестоимость по статьям калькуляции.
Статьи расхода |
Расходы по статьям калькуляции |
|
Сумма расходов, руб. |
Удельный вес, % |
|
Сырье и материалы М1 |
85,8 |
33,9 |
Покупные изделия и полуфабрикаты М2 |
8,58 |
3,4 |
Зарплата произв. рабочих, ФОТ |
429,2 |
14,9 |
Отчисления на социальные нужды, ОС |
145,91 |
5,1 |
Расходы на содержание оборудования, РО |
643,8 |
22,5 |
Цеховые расходы, ЦР |
214,6 |
7,5 |
ИТОГО цеховая себестоимость |
1527,89 |
- |
Общезаводские расходы, ЗР |
300,44 |
10,5 |
ИТОГО произв. себестоимость |
1828,33 |
- |
Внепроизводственные расходы, ВР |
64,38 |
2,2 |
ИТОГО полная себестоимость |
С = 1892,71 |
100% |
На рисунке 14 показана круговая диаграмма себестоимости.
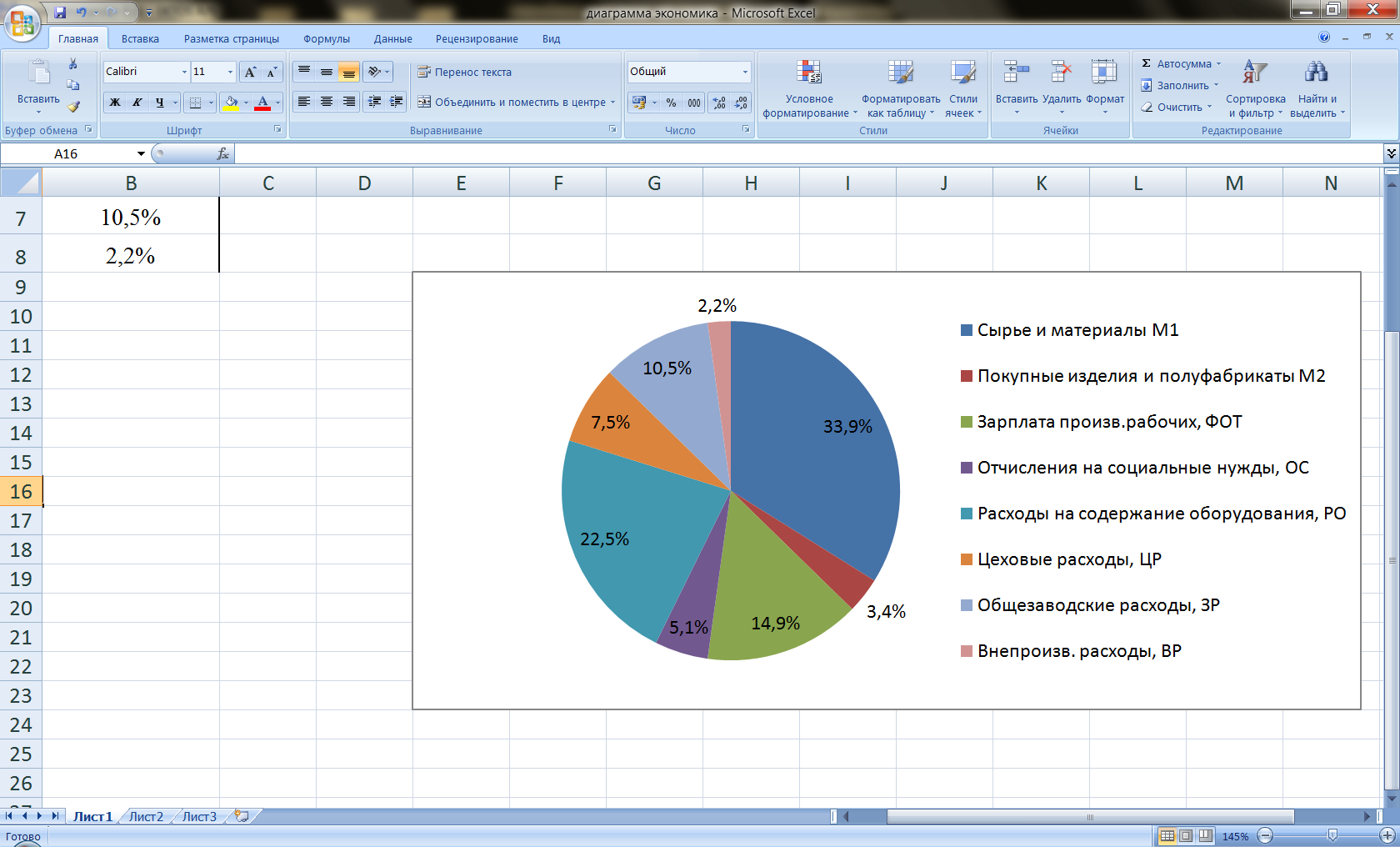
Рисунок 14 – Круговая диаграмма себестоимости.
- Производительность труда (выработка продукции на одного рабочего)
Производительность труда производится по формуле (45) по вариантам технологического процесса
ПТ = ![]() , шт. (45)
, шт. (45)
Для проектируемого варианта.
ПТп = ![]() шт./чел.
шт./чел.
Все расчеты сводим в итоговую таблицу 27.
Таблица 27 – Технико-экономические показатели.
Показатели |
Значения расчетных показателей |
Программа выпуска деталей N , шт. |
3000 |
Трудоемкость Тшт , мин. |
49,62 |
Количество станков Спр , шт. |
22 |
Средний коэффициент загрузки оборудования Кзаг ср |
0,61 |
Количество произв. рабочих R , чел. |
22 |
Производительность труда ПТ, шт./чел. |
939,77 |
Полная себестоимость С, руб./шт. |
1892,71 |
Капитальные вложения в производство, Кп руб. |
29002000 |
Вывод: произведенный расчет показал, проектируемый вариант технологического процесса обработки детали является эффективным. Себестоимость единицы продукции составляет: С = 1892,71 руб./шт. Производительность труда за год при этом ПТ = 939,77 шт./чел.
- Расчет критического объема производства
Рассчитаем критический объем производства по данному виду детали по формуле (46).
![]() , (46)
, (46)
где Рпост– постоянные издержки на весь объем планового выпуска, руб;
Ц – цена за единицу продукции, руб;
Рперем– переменные издержки на единицу продукции, руб.
Постоянные издержки находятся по формуле (47).
![]() (47)
(47)
![]()
Переменные издержки находятся по формуле (48).
![]() (48)
(48)
![]()
При расчете цены заложим рентабельность равную 20%. Формула (49).
![]() (49)
(49)
![]()
Исходя из формулы (46) произведем расчет критического объема производства:
![]()
Из расчетов производство данной детали будет рентабельно при критическом объеме 10146 штук, а плановый выпуск деталей составляет 20675 штук. Таким образом, производство данной детали можно считать экономически эффективным при рентабельности 20%.
Выводы: В данном разделе был проведен сравнительный технико-экономический расчет эффективности производства детали. Оценка производилась при помощи двух методов. Первый метод связан с расчётом технологической себестоимости с использованием коэффициентом приведения. Второй метод связан с расчётом критического выпуска по технологической себестоимости изготовления детали и выбором детали по максимальной прибыльности.
Из вышеизложенного можно сделать вывод о том, что при проектировочных расчётах в целях экономии времени целесообразнее использовать коэффициенты приведения. При проведении расчётов в работе были проведены уточняющие расчёты программы выпуска уже с учётом необходимого задела и возможного брака продукции. Именно таким образом и была получена программа запуска.