СОДЕРЖАНИЕ:
Введение ……………………………………………………………………………………… |
3 |
|
5 |
|
5 |
|
6 |
|
8 |
|
11 |
|
11 |
|
13 |
|
14 |
|
17 |
|
18 |
|
22 |
|
22 |
|
24 |
|
24 |
|
26 |
|
29 |
|
33 |
|
36 |
|
36 |
|
37 |
|
41 |
|
43 |
|
46 |
|
46 |
|
49 |
|
50 |
|
52 |
|
54 |
|
56 |
|
57 |
|
60 |
|
61 |
|
66 |
|
67 |
|
68 |
|
68 |
|
70 |
|
72 |
|
76 |
Заключение ……………………………………………………………………………….. |
83 |
Список использованных источников……………………………………………………. |
85 |
Приложение ………………………………………………………………………………. |
88 |
Введение
Обработка металлов резанием позволяет получить детали с высокой степенью точности и малыми величинами параметров шероховатости.
Изучение явлений, связанных с резанием металлов, нужно не только для сознательного управления процессом резания, а также для проектирования более совершенных технологических процессов обработки деталей, для получения данных, необходимых при конструировании металлорежущих станков, инструментов и приспособлений.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства её конструкции, но и от технологии производства. Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей детали машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом, применение прогрессивных форм организации производственных процессов – все это направленно на решение главных задач: повышения эффективности производства и качества продукции.
Развитие машиностроения должно ориентироваться на технологические процессы, обеспечивающие наибольшую степень непрерывности различных рабочих процессов. Наибольшая непрерывность технологических процессов получается при комплексной автоматизации, то есть все технологические операции обработки детали, а также все контрольные и транспортные операции автоматизированы, то есть перемещение детали от первой до последней операции должны происходить непрерывно без участия рабочего. Для разработки прогрессивного технологического процесса используется современные система автоматизированного проектирования САПР, а также комплекс прикладных программ «MS Office», «Компас 3D», САПР ТП «Вертикаль».
ВКР состоит из следующих разделов:
- конструкторский раздел (обосновывается актуальность выбранной темы ВКР, приводится описание сборочной единицы и детали, их свойства);
- технологический раздел (проводится анализ детали на технологичность, разрабатываются чертеж заготовки и технологический процесс изготовления детали, назначаются припуски и режимы резания, проектируется станочное и контрольное приспособления и режущий инструмент);
- экономический раздел (проводится расчет себестоимости изготовления детали, определяется рентабельность производства);
- раздел охраны труда (приводятся основные положения по охране труда на производственном предприятии).
Заданием на выполнение данного дипломного проекта является разработка технологического процесса механической обработки деталь «Плита кондуктора». В проекте будут последовательно выполнены все этапы, сопутствующие процессу проектирования технологического процесса, с разработкой полного комплекта технологической документации.
- Конструкторский раздел
- Обоснование темы выпускной квалификационной работы
Основные направления развития машиностроения предусматривают дальнейшее повышение его эффективности, интенсификации, уменьшение сроков создания, освоения и производства новой прогрессивной техники. Организационно-методической основой выполнения поставленной задачи является конструирование машиностроительных изделий с учетом требований технологичности конструкции.
Технологический процесс в машиностроении характеризуется не только улучшением конструкции машин, но непрерывным совершенствованием технологии их производства.
В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами труда изготовить машину, применив современное высокопроизводительное оборудование, инструмент и технологическую оснастку, средства механизации и автоматизации производства.
От принятой технологии производства во многом зависит долговечность работы выпускаемых машин, а также себестоимость их эксплуатации.
Тема дипломного проекта является актуальной, так как позволяет ознакомиться и использовать современные методы создания конструкторской и технологической документации.
Цель выполнения дипломной работы: систематизация и закрепление полученных знаний по специальности, овладение начальными навыками исследовательской деятельности, развитие умений применять эти знания при разработке технологического процесса обработки детали в автоматизированном режиме.
Задачи:
- спроектировать прогрессивный технологический процесс в системе автоматизированного режима с использованием ППС, руководящей и справочной литературы, электронных справочников сети Интернет, государственных и отраслевых стандартов, методических материалов и нормативов.
Объект исследования – рабочий чертеж детали, исходные данные детали.
Предмет исследования – производственный процесс и его организация на предприятии, конструкторская, технологическая и организационная подготовка производства выпуска детали «Плита кондуктора».
Метод исследования – изучение, конструкторской и технологической документации, государственных и отраслевых стандартов, нормативов на режущий, измерительный инструмент и приспособления, нормативов на припуски и операционные допуски, каталоги на оборудование и другой справочный материал.
- Описание устройства и принцип работы узла
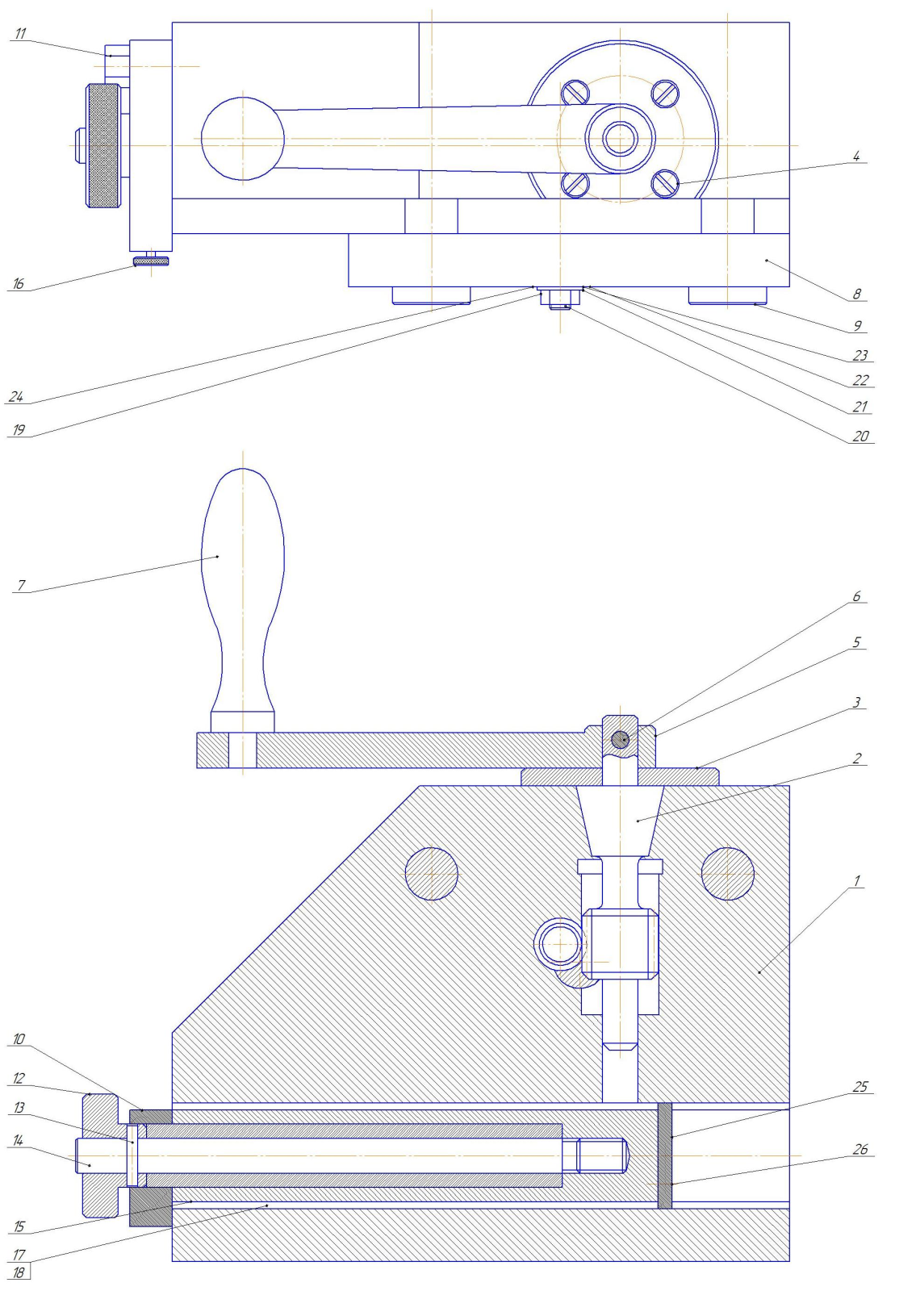
Рисунок 1 – Эскиз кондуктора универсального
Кондуктор служит для сверления в осях отверстий.
Он состоит из отдельных узлов: узел плиты 8; узел вала-шестерни 2; узел призмы 17. Кондуктор собирают в следующем порядке.
Сначала собирают узел плиты 8. В отверстие ⌀14Н7 плиты запрессовывают втулку 24; в отверстия ⌀16Н7 набивают сверху до упора колонки 9; в отверстие ⌀13А снизу вставляют до упора рейку 20, повернув ее зубьями назад. На выступающий конец рейки с резьбой М12 надевают шайбу 21 и закрепляют рейку в таком положении гайкой 19. Во втулку 24 вставляют втулку 23 и закрепляют ее винтом 22, головка которого должна входить в выемку втулки. Плиту 8 в сборе опускают в корпус 1 так, чтобы колонки 9 и рейка 2 вошли в три отверстия ⌀15Н7 корпуса.
Затем собирают узел вала-шестерни 2. В отверстие ⌀8Н7 рычага 5 со стороны, противоположной фаске 1,5х450, забивают конец ⌀8n6 ручки 7 и развальцовывают его. На ⌀10h8 вала-шестерни 2 надевают фланец 3 (фаской наружу и срезанной частью кверху), а затем гладкой стороной рычаг 5 и закрепляют его на валу 2 штифтом 6. Вал-шестерню в сборе вставляют конусом до упора в коническое отверстие корпуса 1. Зубья шестерни при этом входят в зацепление с зубьями рейки. Фланец 3 крепят к корпусу винтами 4.
Затем собирают узел призмы 17. К торцу призмы, имеющему три отверстия М, крепят упор 25 винтами 26. В отверстие ⌀3H7 на проточке шпильки 14 забивают штифт 13. На шпильку 14 надевают срезом кверху втулку 15 до упора в штифт 13. На втулку 15 надевают бобышку 10 и закрепляют ее винтом 16. На выступающий из втулки конец шпильки 14 надевают кнопку 12 и закрепляют ее штифтом 13. Шпильку ввертывают в отверстие М10х0,5 призмы 17. Затем призму вставляют в продольную прорезь 30H7 корпуса: при этом вверх может быть обращен тот (больший или меньший) паз призмы, в котором удобнее крепить ось данного диаметра D. Бобышку 10 крепят к корпусу 1 болтами 11 и штифтами 6.
Кондуктор подготавливают к работе следующим образом. Ослабив винт 16, перемещают весь узел призмы вдоль прорези корпуса нажимом на кнопку 12, пока расстояние между упором 25 и осью втулки 23 не станет приблизительно равно l. Затем винтом 16 фиксируют положение втулки 15 и вращением кнопки 12 (при этом призма перемещается по резьбе шпильки 14) точно доводят расстояние l. В этом положении призму закрепляют в корпусе винтами 18. Установив ось (обрабатываемую деталь) на призме до упора в деталь 25, зажимают ее между плитой 8 и пазом призмы, вращая ручку 7. Затем через втулку 23 сверлят отверстие d в оси.
В данном случае d = 3 мм, но через сменные втулки можно сверлить отверстия различных диаметров: перемещением призмы относительно втулки можно изменять в широких пределах расстояние l; два паза призмы разных размеров позволяют надежно укреплять в кондукторе оси различных диаметров D. Поэтому кондуктор является универсальным.
- Выбор и описание детали, материала и его свойств
Деталь – Плита. Эскиз детали представлен на рисунке 2 и на отдельном листе графической части проекта.
Плита входит в отдельный узел приспособления. Плита предназначена для обеспечения точного перемещения призмы по направляющим корпуса.
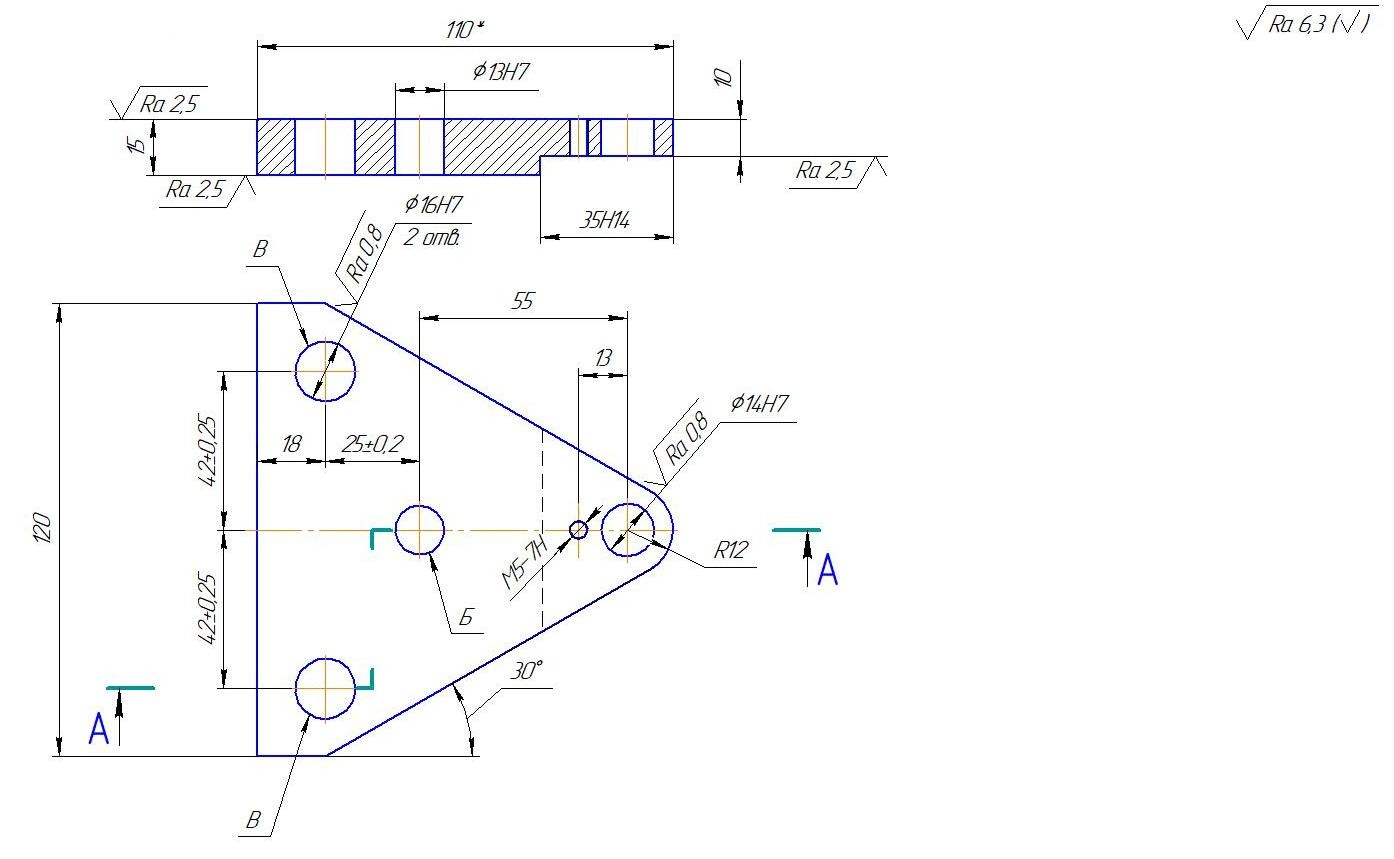
Рисунок 2 – Эскиз детали.
Плита представляет собой плоскую деталь симметричной формы с 2-мя косыми срезами по боками и с закруглением по центру.
Деталь имеет несколько сквозных отверстий, выполненных по 7 квалитету точности: 2 отверстия ø16Н7; отверстие ø13Н7; отверстие ø14Н7. И одно сквозное отверстие с резьбой – М5-7Н.
На одной плоской поверхности уступ шириной 35Н14 и глубиной 5 мм.
Для удобства выполнения дальнейшей работы пронумеруем поверхности детали и составим технологический чертеж детали.
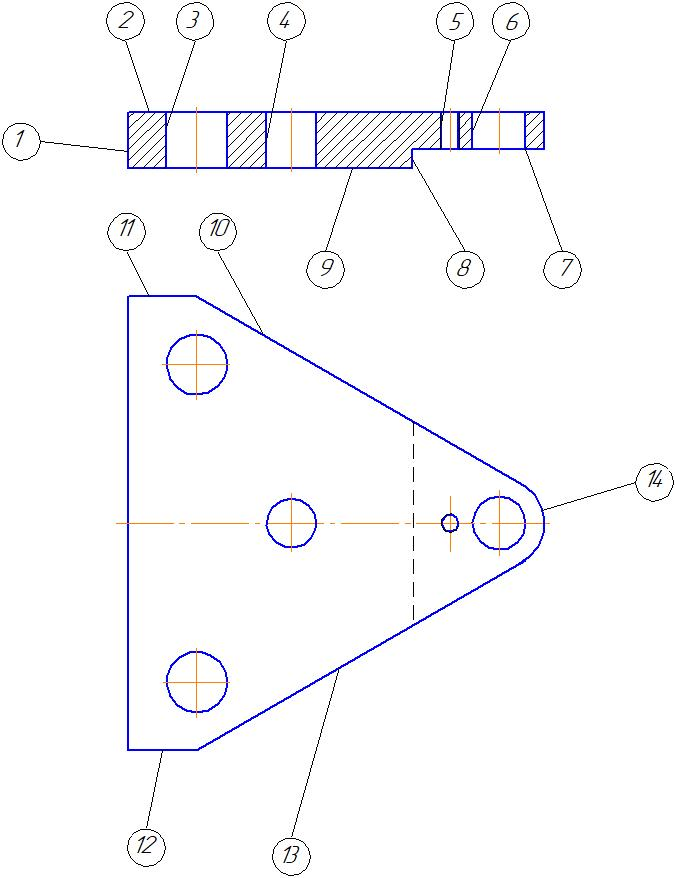
Рисунок 3 – Технологический чертеж детали.
Шероховатость поверхностей
Параметр шероховатости поверхностей Ra 6,3 мкм. Шероховатость плоских поверхностей детали – Ra 2,5 мкм. Шероховатость поверхностей отверстий – Ra 0,8 мкм.
Материал детали и его свойства
Материал детали – сталь 45 ГОСТ 1050-2013. Данная сталь получила самое широкое распространение. Сталь 45 – конструкционная углеродистая качественная сталь.
Химический состав материала регламентируется ГОСТ 1050-2013
Таблица 1 – Химический состав железо
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
0.42 - 0.5 |
0.17 - 0.37 |
0.5 - 0.8 |
до 0.3 |
до 0.04 |
до 0.035 |
до 0.25 |
до 0.3 |
до 0.08 |
Цифра «45» - содержание углерода – 0,45%. Степень раскисления стали – спокойная (обозначают без индекса).
Механические свойства
- Плотность стали 45 или удельный вес составляет 7826 кг/м3. За счет этого обеспечивается невысокий показатель веса получаемых изделий, однако легкими их не назовешь. Плотность может несущественно отличаться в зависимости от химического состава.
- К отпускной хрупкости структура не склонна. Сталь 45, характеристики которой можно назвать универсальным предложением, очень часто подвергается закалке, за счет которой существенно повышается твердость поверхности.
- Очень часто проводится поставка заготовок после термической обработки. Она существенно повышает твердость поверхности. Этот момент также определяет то, что твердость стали 45 в состоянии поставки может варьировать в достаточно большом диапазоне. Как правило, твердость выдерживается на уровне 10-1 HB, который соответствует 170 МПа.
- Сталь марки 45 относится к трудносвариваемым металлам, что определяет сложности при проведении сварочных работ. Именно поэтому структура изначально подогревается и лишь только после этого проводится соединение элементов. Прокаливаемость стали 45 также находится на достаточно низком уровне, за счет чего усложняется процесс обработки резанием. Сварка может применяться при применении различного сварочного оборудования. Применение соответствующих электродов позволяет существенно упростить процесс сваривания. Резание сварочным аппаратом также существенно осложняется.
- Довольно часто проводится ковка. Она проводится при температуре 1250 градусов Цельсия, в конце показатель составляет 700 градусов Цельсия.
- Предел прочности и модуль упругости могут варьировать в достаточно большом диапазоне. Все зависит от того, какова температура нагрева поверхности. Предел текучести стали определяет то, насколько она проста при литье различных заготовок.
Обрабатываемость резанием:
Изделия из стали 45 обладают весьма привлекательными эксплуатационными качествами и при этом обходится недорого. Именно поэтому она применяется в машиностроительной отрасли в качестве основного металла. Структура характеризуется высокой обрабатываемостью резанием. Поэтому заготовки подвергают точению и фрезерованию.
Характеристики стали 45 позволяют использовать ее в условиях достаточно больших температурных перепадов. Поэтому данный материал применяют для изготовления валов, шестерней, а также для коленвалов, распределительных валов, шпинделей, бандажей, цилиндров, кулачков и множества других видов деталей, поверхность у которых может быть термически обработана для повышения прочностных показателей.